Specifications
| Max Width of Workpiece |
72 inches |
Equipped With
Material Processed: Alum. Alloys; 1145, 1100, 3003, 7072 and 8111
Temper: 0 Thru H19
Entry Strip Width Range untrimmed: 25" - 72" (635 - 1830 mm) (See Note at Slitter)
Strip Thickness Range: 0.002" - 0.015" (0.051 - 0.381 mm)
Line Speed: 2600 Ft/min. Maximum (800 M/min.)
Depending on material type, thickness, Spool,
Core and slitting width.
Slitting Width Range: 0.6" - 46" (15.8 mm - 1169 mm)
Maximum 40 Cuts Plus Edge Trim
Exit Reels Diameter O.D. Max.: 72" (1829 mm)
O.D. Min.: 18" (457 mm)
(Depending On Material Type, Thickness, Spool, Core
and Slitting Width)
Spool/Core I.D.: 6", 10", 12", 16", 20" Dia. (152, 254, 304, 406, 508 mm)
Fiber Cores (Cardboard)
Slitting System: Scissors Cut / Optional square knife
Edge Trim Min./Max.: 0.5" - 2.0" Per Side (12.7 - 50.8 mm Per Side)
Slit Width Tolerance: +/- 0.004" (0.1 mm)
Jogging Speed Approx.: 10 M/Min. (Adjustable)
Acceleration/Deceleration: Vo - V Max. in approx. 80 S
Instantaneous Stop: V Max - Vo in approx. 40 S
Emergency Stop: V Max - Vo in approx. 10 S
Winding Tension/Unwind: Max. 12.650 N
Winding Tension/Rewind 1: 318 - 6328 N/25% Taper Tension at Outer Diameter
Winding Tension/Rewind 2: 318 - 8438 N/25% Taper Tension at Outer Diameter
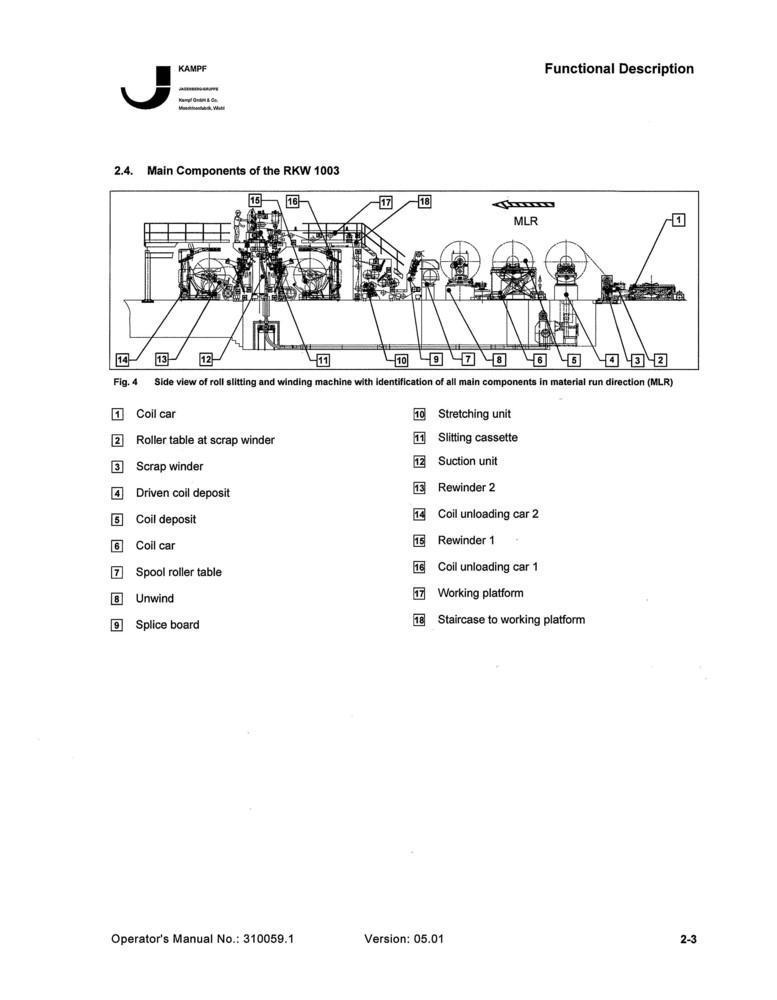
Consisting of the Following:
Unwind Coil Car: The car advances the coil thru the scrap prep station and to the main unwind
in either manual or automatic mode.
V saddle is a turntable and rotates up to 180 deg. the coil as needed
Scrap rewinder: Coil prep rewind stand
Pneumatic radial clamping with air wrench
Pusher plate to eject coil onto Prep Butt Table
Prep Butt Table: Table transports scrap butts away from the line for removal
Hydraulic cylinder rais and lowers the table
Hydraulic motor driven rollers to move the scrap butts
Coil Magazine #1: Prep station unwind station holds the coil and allows it to unwind onto the
scrap rewinder
Spool sizes, 66 to 72" and TBD
Drive motors move the mandrel to unwind the metal
Coil Magazine #2 Coil holding stand to hold the coil until ready to slit
Spool sizes, 66" to 72" and TBD
Driven spool length compensator to adjust for spool length
Main Unwind Reel: Fixed gear AC motor powered
Electro pneumatic brakes, Inch Brake for maintaining web tension
Servo Motor for maintaining web tension during slitter operation
Hydraulic cylinder core lengthe adjustment
Chucks are graduated for different I.D's
Ultrasonic coil tracking sensor
Coil O.D. Max.: 90" (2286 mm)
Coil O.D. Min.: 24" (610 mm)
Spool Size I.D./O.D./Length: 23.75" x 26" x 72" (603 x 660 x 1829 mm)
12.812" x 16" x 66" (325 x 406 x 1676 mm)
12" x 16" x 27.50" (304,8 x 406 x 698,5 mm)
Unwind and Coil Stands to be designed to accept future
Spool length of 76" (1930,4 mm)
Splice Table: The splice table allows operators access to the coil ends for threading and
splicing.
Idler rolls to feed the metal thru the splice station; 3 idler rolls
Splice platform provides personnel access to the station
Clamping bars to secure the metal; 3 pneumatic actuated clamping bars
Automatic cross cutting device, motorized traverse
Taping is done manually via 50mm wide 3" core tape spools
Automatic Threading Bar: Leads the attached metal from the splice table thru the slitting
Cassette.
Threading chain pulls the threading bar back and forth thru the line
Butt Conveyor and Spool Storage: Carries spool or spool and butt away from the unwind stand
Roller table
Lift out device
Stretcher Rolls: Rolls secure, stretch, guide and apply tension to the metal thru the slitter
Entry rolls adjust up and down on operators side
3 Nip rolls hold tension against the stretching rolls
Transport rolls feed metal thru the slitter rolls, hold tension and adjust the
wrap angle of the metal in the slitter; Rolls 3,4,6, and 8 independently driven.
transports 1 and 2 drive 7 rolls each, control tension, 5 and 7 drive 2 rolls
each, control tension.
3 Stretch rolls stretch and harden the metal through the slitter.
Rolls have a special coating
Stretcher rolls have indrementally smaller sizes as the metal progresses
downstream; 3 graduated sizes for 1%, 2% or 3% stretch. Configured largest to
smallest
2 Clamping rolls prevent metal from springing back into zone 2, auto thread
2 Exit rolls; one at ezch rewind
3 Contact measuring rolls use load cells to take pressure reading for tension
calculations and absorb shock and supply backup force at the rewinds.
1 at the entry to zone 2, has 2 load cells; 1 at each rewind, pneumatically
powered compensating rolls on dancer system.
Texturing Roller Unit: To apply light coating of lubricating oil to heavy gauge aluminum foil
prior to slitting the foil. The lubricant faclitates teh manufacturing
finished products from the foil.
Electrostatic Oiler: 5 speperate heated tanks supply different liquids or wax to the electro-
static applicator bar.
closed loop blade heating system
Strip enters thru the bottom of the oiler enclosure
2 spray blades, one top and one bottom
Blades can be set by means of air acutaded valves to vary the width in 4"
increments from 28" min to 72" max.
Fluid reservior
1600W immersion heater
Tank Farm: Tank 1, lubricant XL-301
Tank 2, lubricant PL-1043
Tank 3, lubricant PL-1027
Each tank stand includes, Base 25 gal, 2 Batch 5 gal each used to mix lubricant with
lecithin additive, Additive 5 gal stores lecithin.
Slitting Cassette: Top knife shaft adjusts both horizontally and vertically, secured jet nuts
Top knive shet, 2 holders, knive, snap ring, spring
Bottom knife shaft, stationary, secured by jet nuts
Bottom knive set, knife, rounded edge spacer
2 knife shaft support rollers on each arbor
Felt knife pads, one for each knife
Cross cutting device, automated, traverse by motor
2 heads, on injector set rails, manually operation
Suction Unit: Transports scrap from the slitter to the baler.
Adjustable pull rolls, transport 8
Adjustable shifting suction nozzles, 2 large and 2 small
Pushers, close unused suction nozzles, 4 pushers
Flexable metal hose for transport to bifurcated pipes which transport scrap strip
to baller
Scrap choppers: Chop scrap in the suction tubes, 4 total in line, 4 spare for rebuild
Rewind Reels: 2 seperate rewind reels, that accept spools, diameters below
2 seperate non driven winding rolls contact metal for tight wraps
Fully automatic cross cutting device
Rewind shafts expand
Both Rewinds are driven by independent AC Motors, each drive stand has 2 motors,
one small and one large
Quick change hydraulically chucked mandrel conections
Winding Shafts:
2 Rewind Shafts - 6"
2 Rewind Shafts - 10"
2 Rewind Shafts - 12"
2 Rewind Shafts - 16"
Rewind Coil Cars: 2 seperate cars for each rewind stand
Hydraulic lift
Hydraulic motor travel
Seesaw lay-on arm: pifots to rest on top of the coil
Clamping arm: secures the end of the coil for transport
Machine Design: Drive side on the right, as seen in material running direction.
Power:
Voltage: 480 Volts + 10%-20%, AC-3 Phase, 60 Cycle +/- 2%
Control Voltage: 24 Volts
Total Supply amount: approx. 700 Kva
Power cabinet was powered up and all drives fired up 02-2023
PLC Program copy is available
Air:
Continuous Pressure: >/- 5,5 Bar (>/- 77 Psi)
Consumption approx.: 24 Nm3/H
Water:
Flow: 1,5 M3/H (53 Cu Ft/H)
Full InspectionReport available from Kampf on condition of this line.
Line was removed from service in 2020.